After assembling the battery stack, it is crucial to verify the quality of the assembly. Several factors can impact the tightness of the stack, including:
- Assembly errors (e.g., missing parts, misalignment of materials)
- Inadequate material quality (e.g., cracks in sealing materials, membranes, or BPPs)
- Incorrect material dimensions (e.g., variations in size or thickness)
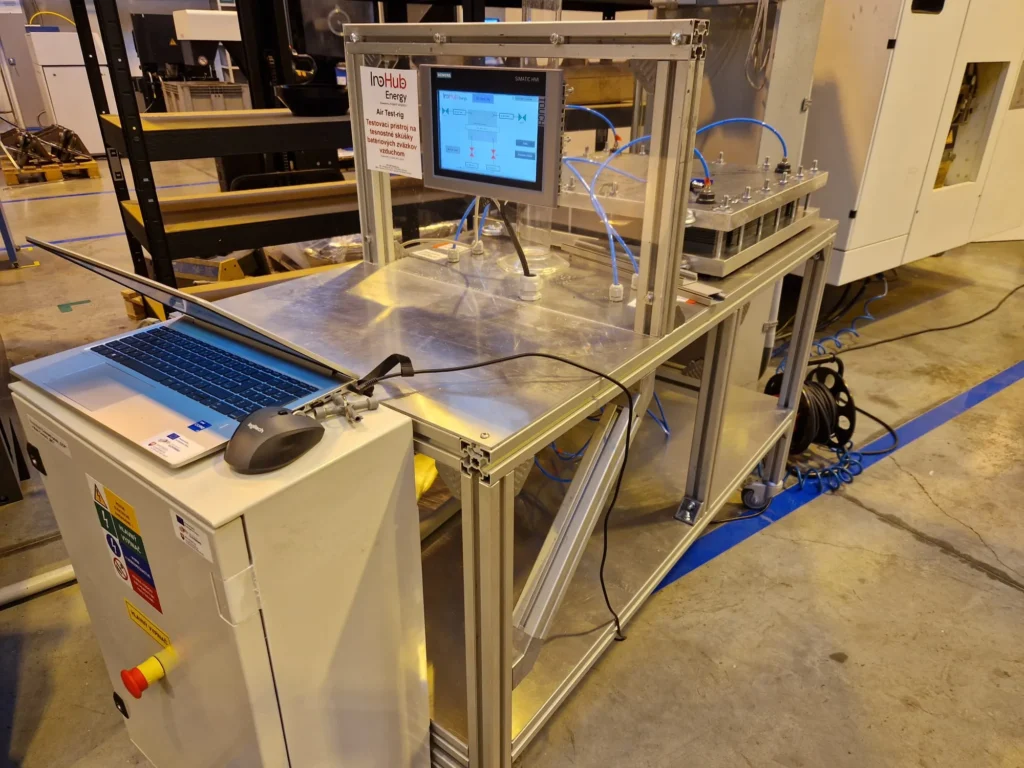
Although these issues should be addressed during the quality control process prior to assembly, a final inspection of the battery stack after assembly is necessary. The most effective method for checking the tightness of the stack is to conduct an air tightness test. Two types of tightness tests should be performed: the overall tightness test and the tightness check between the chambers (between positive chamber A and negative chamber B).
- Overall Tightness Test. This test involves applying 2 bar of pressure to the stack. After pressurizing, disconnect the stack from the compressed air source and allow it to stand for one hour. The pressure drop during this period should not exceed 10%.
- Chamber Tightness Test. In this test, different pressures are applied to chambers A and B. To prevent damage to the membranes and seals, the pressure difference between the chambers must not exceed 0.5 bar. For instance, 1 bar to chamber A and 0.5 bar to chamber B could be applied. Leave the pressurized stack for one hour, and similarly, the pressure drop should not exceed 10%. This experiment should be repeated with the chambers switched.
During both tests pressure increases and decreases should be gradual, so the pressure difference between the chambers remains within the 0.5 bar limit at all times.
ACKNOWLEDGEMENT:
This work was supported by the project: IPCEI_IE_FLOW_BESS_012021_2. phase